Principales problemas durante la impresión 3D
 Enlaces
Enlaces
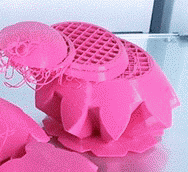
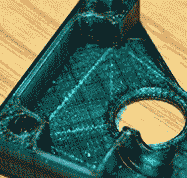
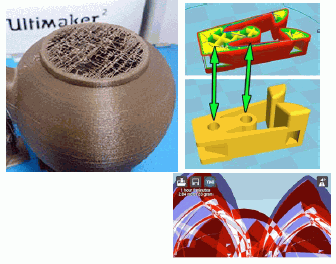
Almohadillado
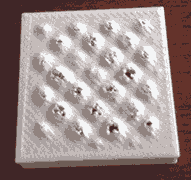
- Síntoma. La superficie superior no se cierra correctamente o salen baches en la superficie.
- Causas. Falta de refrigeración, espesor insuficiente de capa.
- Solución. Mejorar enfriamiento, 5/6 espesores superiores.
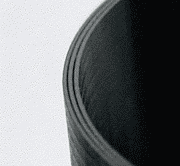
Pata de elefante
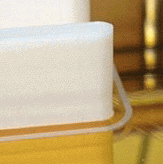
- Síntoma. Las capas mas bajas de la impresión se ensanchan.
- Causas. Distancia extrusor/plataforma pequeña.
- Solución. Aumentar distancia, disminuir temperatura cama, truco chaflán.
Círculos irregulares
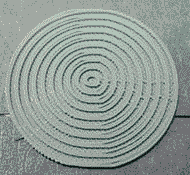
- Síntoma. Los círculos salen deformes y las lineas no se tocan correctamente.
- Causas. Holguras correas, falta lubricación.
- Solución. Tensar, lubricar.
Pandeo o Warping

- Síntoma. Las esquinas en contacto con la cama de impresión se despegan de la plataforma.
- Causas. Fuerzas de tracción plástico (transición vítrea).
- Solución. Cama caliente, adhesivo, nivelación cama, brim, raft. Con ABS, cama a 90/100 y sin ventilador de capa, slurry.
Hilillos o Stringing

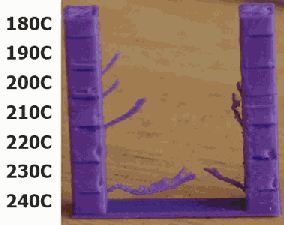
- Síntoma. Hilos de plástico fino no deseados en la impresión.
- Causas. Retracción deficiente.
- Solución. Habilitar retracción, aumentar velocidad de desplazamiento, bajar temperatura lo que implica bajar velocidad para evitar subextrusión.
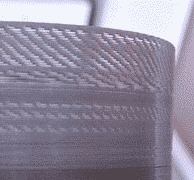
Resonancia o Ringing

- Síntoma. Ondas o sombras en la impresión.
- Causas. Cambios repentinos de dirección, inercia.
- Solución. Bajar velocidad, cambios en el firmware aceleraciones.
- No confundir con relleno marcado, solución aumentar capas externas.
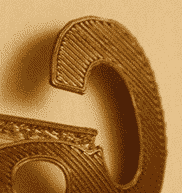
Voladizos feos
- Síntoma. El interior de los voladizos sale feo.
- Causas. Material no apoyado, problema acumulativo.
- Solución. Evitar curvas en esquina con capas delgadas, refrigeración, aumentar altura de capa (menos alabeo), disminuir velocidad, reducir temperatura de cama si el voladizo es cercano a esta, evitar voladizos diseño.
Huecos en la capa inferior
- Síntoma. Las lineas son demasiado visibles o salen muy separadas en la primera capa.
- Causas. Nivelación alta.
- Solución. Nivelar e imprimir la primera capa mas fina.
Capas desplazadas
- Síntoma. Partes de la impresión cambian de repente a lo largo de los ejes X e Y.
- Causas. Poleas flojas, pérdida de alineación lubricación, pieza despegada de la plataforma, problema enganche finales de carrera, sobrecalentamiento drivers.
- Solución. Apretar bien, alinear, lubricar, mejorar adherencia, revisar cableado, revisar calibración.
Subextrusión
- Síntoma. La impresora no aporta el suficiente plástico dejando huecos en la impresión.
- Causas. Múltiples
- Soluciones
- No aumentar flujo para compensar.
- Respetar limites impresora (diámetro x altura capa x velocidad) menor que 8 mm3/s.
- Aumentar temperatura sin pasarse para evitar obstrucción.
- Evitar desgaste filamento.
- Evitar filamento enrollado.
- Obturación tobera, contaminantes, pelo mascotas, residuos de otros tipos de plástico. Método “Atómico”.
- Combing, bien configurado para cada pieza.
- Aislante de teflón deformado.
- Diámetro del filamento incorrecto.
- Polea alimentadora desliza o desgasta.
Las paredes no se tocan
- Síntoma. Las partes de los muros o muros completos de la pieza no se tocan.
- Causas. Correas si se tocan parcialmente, subextrusión si no se tocan nada. Problema de pared delgada.
- Soluciones. Ajustar correas, reducir velocidad, aumentar temperatura, diseñar con paredes múltiplos del diámetro de la boquilla.
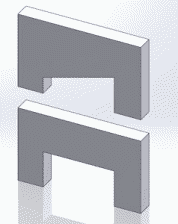
Partes bajas encogidas

- Síntoma. Las partes mas bajas de la impresión aparecen contraídas y no llegan a las dimensiones adecuadas.
- Causas. Efecto de la temperatura alta de la cama en PLA, temperatura de transición vítrea.
- Soluciones. Refrigeración temprana, varias copias del objeto.
Filamento desgastado
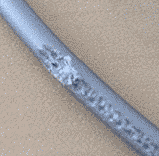
- Síntoma. El tornillo alimentador aplasta o deshace el filamento.
- Causas. Rueda rozando con el filamento por atasco o falta de presión en la rueda de ajuste, obstrucción en la bobina
- Soluciones. Retirar la parte dañada y solucionar el problema original, vigilar el carrete en los cambios de filamento.
Superficie superior rallada
- Síntoma. El nozzle provoca marcas en la parte superior de la impresión cuando se mueve.
- Causas. Movimientos en vacío en la capa superior, babas de filamento.
- Soluciones. Z hop, aumentar velocidad desplazamiento.
Huecos que se cierran
- Síntoma. Un hueco o parte vacías de la pieza tiene capas de relleno aleatorias. Zonas que se esperan huecas se rellenan.
- Causas. Errores en el archivo.
- Soluciones
- Revisar en vista rayos X.
- Ojo con combine type B.
La primera capa no se pega
- Síntoma. La primera capa de la impresión no se pega o se despega a mitad de impresión.
- Causas. Falta de nivelación.
- Soluciones. Nivelación con hoja de papel regularmente, cama limpia.
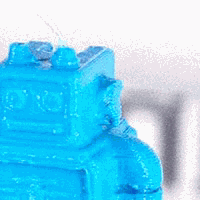
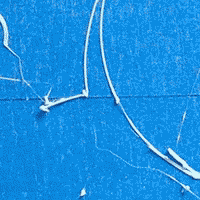
Impresiones peludas

- Síntoma. Muchos hilos finos de plástico aparecen en la superficie de la impresión.
- Causas. Es diferente a hilillos, sucede incluso sin movimientos de desplazamiento, muy dependiente del material.
- Soluciones. Puede ayudar a evitarlo tener la boquilla limpia. Se pueden quemar a posteriori.